
由2000种以上成功案例经验数据库与3D-CAD模拟相结合,构成最理想的夹具及工艺系统方案。提高了装夹的合理性、铁削的易清洁性、产品的加工精度及生产效率。也提高了产品的附加值。

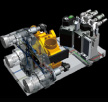
在有限的空间内对工件实现2工序油压加紧,通过转台实现多面加工(即B轴效果)。
在同一个夹具系统实现两种工件用油压夹紧、一次装夹及多面加工。此夹具因增设了特殊油缸,提高了装夹的合理性。

由快换系统和耦合器组成的保压夹具对变速箱体的1个工序表面及里面加工夹具系统

通过特殊收缩式夹紧装置和预加紧辅助支撑技术,同时提高了装夹的合理性和加工效率。

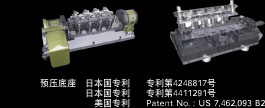
通过预夹紧变形技术和改变固有震动频率来实现过定位预加紧辅助支撑技术,实现一次装夹,高精度定位,提高生产效率。

应用预夹紧辅助支撑技术充分吸收加工中的振动,进行左右件加工和判别。大大的提高了大型工件的有效装夹。

应用预夹紧辅助支撑技术可以充分吸收或是改变加工中的振动,防止工件变形。因此可实现薄壁件的一次装夹,提高加工效率。

搭载了长形镗刀用的精密衬套和工件升降装置,用在生产线上的夹具。加工精度是靠加工基准和衬套来保证。
■ 用预夹紧改变固有振动频率,来抑制加工的高频振动。
■ 追随产品变形进行过定位辅助支撑
■ 由多点过定位辅助支撑来应对薄壁件在精密切削中的变形
- 重复定位精度:±3μm
- 利用2个面过定位原理,实现高精度的重复定位
- 导轨导向式滑入和滑出
- 用手动即可简单的更换工装夹具
- 可以实现多品种小批量灵活生产
- 大幅度的提高了生产效率和加工时间
- 可以实现计划的柔性生产即柔性工装线生产

BKS-FSP是对被待加工零部件的机外装夹。
机内对零部件完成加工任务后,整套工装夹具手动瞬间更换,
减少了被加工零部件的装夹时间,大幅度的提高了工作效率
- 1.重复定位精度:±3μm
- 2.简单顺畅的交换
- 3.高精度的手动APC功能
- 4.机外装夹+顺畅的滑动
- 5.手动交换只需10妙

为适应企业管理的要求,给企业提供各种各样的服务。针对客户的要求,我们以最快的速度,提供最满意的服务。
「想制作3D数据图但没有软件」「概念草图想转化成3D数据图」「把已经设计好的3D图转化成PDF文件,使之作为一般资料进行使用」等,
- ■即现有2D数据图转化成3D数据图
- ■把构想方案转化成3D数据图
- ■现有3D数据图转化成3D-PDF图
- ■3D转化成图纸
- ■3D动画的编制
Copyright(c)2010 OKS Company Limited.All rights reserved.
本刊内容受著作权法保护,禁止私自复制、转载。本手册在2010年12月编制而成。规格会随时发生变更,请尽早注意。